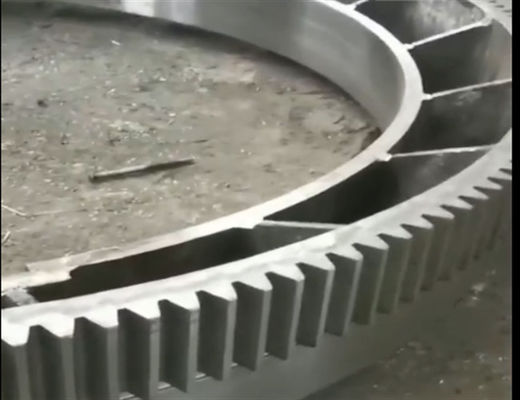
15 m großer Durchmesser Modul 28 Zahnkranz aus legiertem Stahl und Edelstahl
Überblick
| Modell |
Zahnkranz aus Stahl |
| Typ |
Rund/Schneckenrad/Kegelrad/Unrund/Rac Kunststoff-Edelstahl |
| Zahnform |
Stirnrad/Kegelrad/Kurve/Doppelgetriebe |
| Produktionsart |
Guss-/Schneid-/Walz-/Sintergetriebe
|
| Eingepackt |
Holzbox |
|
Anwendungsbereich
|
Textil-, Landwirtschafts-, Bergbau-, Lebensmittel-, Öl- und andere Getriebemaschinen |
| Härte |
Härten |
| Mindestbestellmenge |
≥100 Stück
|
Produkt vorstellen
| Name |
15 m großer Durchmesser Modul 28 Zahnkranz aus legiertem Stahl und Edelstahl |
| Bearbeitungsmodul |
0,2-10 |
| Materialien: |
stee45#l, 40CR, Easy Car Iron (1214#), Messing, Zinnbronze, POM (Sisteel), PVD, PVDFl, importiertes Nylon, Edelstahl 303#, Edelstahl 304#, Aluminium 606#, Aluminium 6063# |
|
Oberflächenbehandlung: Schwärzen,
|
Hochfrequenz, Aufkohlen und Abschrecken, Oberflächennitrieren usw
|
| Verarbeitungsgerät: |
CNC-Drehmaschinen, Drehautomaten, allgemeine Drehmaschinen, Wälzfräsmaschinen, Zahnradformer, Zahnradfräsmaschinen, Schabmaschinen, Fräsmaschinen, Schleifmaschinen, Drahtschneidemaschinen usw |
| Verarbeitungstechnologie |
Wälzfräsen, Verzahnen, Schaben, Zähnefräsen |
| |
|
Allgemeine Spezifikationen für Stirnräder
| Gängige Spezifikationen für Stirnräder |
| Modul |
1M |
1,5 Mio |
2M |
2,5 Millionen |
3M |
4M |
5M |
| Zahndicke |
10mm |
15-18mm |
20mm |
25mm |
30mm |
35-40mm |
40-50mm |
| inneres Loch |
Das leere Loch |
| Einstellungsmethode |
Außendurchmesser = Modul * (Zähnezahl -2) |
Material wird vorgestellt
Der bei der Herstellung von Zahnrädern üblicherweise verwendete Stahl ist gehärteter Stahl, gehärteter Stahl, aufgekohlter gehärteter Stahl und Nitrierstahl.Gussstahl hat eine etwas geringere Festigkeit als geschmiedeter Stahl und wird häufig für größere Zahnräder verwendet;Grauguss hat schlechte mechanische Eigenschaften und kann in offenen Getrieben mit geringer Last verwendet werden.Sphäroguss kann Stahl bei der Herstellung von Zahnrädern teilweise ersetzen;Kunststoffgetriebe werden hauptsächlich für leichte Lasten und geringe Geräuschanforderungen verwendet, und Getriebe mit guter Wärmeleitfähigkeit sind Stahlgetriebe.
Zukünftig entwickelt sich die Getriebetechnik in Richtung hoher Belastung, hoher Geschwindigkeit, hoher Präzision und hoher Effizienz und strebt nach kleiner Größe, geringem Gewicht, langer Lebensdauer und wirtschaftlicher Zuverlässigkeit.
Die Entwicklung der Zahnradtheorie und der Fertigungstechnologie wird den Mechanismus der Zahnschädigung weiter untersuchen. Dies ist die Grundlage für die Festlegung einer zuverlässigen Festigkeitsberechnungsmethode und die theoretische Grundlage für die Verbesserung der Tragfähigkeit von Zahnrädern und die Verlängerung der Lebensdauer von Zahnrädern. Eine neue Es wird ein Zahnprofil entwickelt, das durch ein Bogenzahnprofil dargestellt wird.Erforschung neuer Zahnradmaterialien und neuer Technologien zur Zahnradherstellung;Um die Laufruhe des Zahnradbetriebs zu verbessern und die Kontaktfläche der Zahnradzähne bei Volllast zu vergrößern, wird die Zahnradtragfähigkeit durch Untersuchung der elastischen Verformung, Herstellungs- und Installationsfehler und der Verteilung des Temperaturfelds verbessert.
Reibung, Schmiertheorie und Schmiertechnik sind die Grundlagenwerke der Zahnradforschung.Das Studium der Theorie der dynamischen Druckschmierung elastischer Flüssigkeiten, die Popularisierung synthetischer Schmieröle und die ordnungsgemäße Zugabe von Hochdruckadditiven zum Öl können nicht nur die Tragfähigkeit der Zahnoberfläche, sondern auch die Übertragungseffizienz verbessern.
Verarbeitungsmethode
Bei der Bearbeitung von Evolventenrädern gibt es zwei Kategorien: Die eine ist die Kopiermethode, bei der ein Formfräser die Zahnradnut fräst und eine „Formimitation“ darstellt.Die andere ist die Generativitätsmethode.
(1) Wälzfräsmaschine: Kann 8 Module unterhalb der Schrägverzahnung bearbeiten
(2) Fräsmaschinenzähne: Kann gerade Zahnstangen bearbeiten
(3) Stoßmaschinenzahnrad: Kann Innenzähne bearbeiten
(4) Kaltschlagende Maschinenzähne: keine Spanbearbeitung
(5) Zahnradhobelgetriebe: Kann 16 Modulzahnräder verarbeiten
(6) Präzisionsgusszähne: Günstige Ritzel können in großen Mengen verarbeitet werden
(7) Zahnradschleifmaschine: Kann das Zahnrad auf der Präzisionsmastermaschine bearbeiten
Gießmethode
Getriebegussteile werden auch als Stahlgussgetriebe bezeichnet.Dies liegt daran, dass die meisten Zahnräder aus Gussstahl bestehen.Hier teile ich einige Informationen über die Herstellung von Getriebegussteilen und die damit verbundene Wärmebehandlung.Das Gewicht von Getriebegussteilen liegt normalerweise zwischen einigen Kilogramm und mehreren Tonnen.
Getriebegussteile bestehen normalerweise aus Gussstahl mit hohem Kohlenstoffgehalt, einige bestehen jedoch auch aus legiertem Stahl, der Chrom, Nickel und Molybdän enthält, um eine hohe Zugfestigkeit zu erreichen.Große Zahnräder stellen im Allgemeinen geringere physikalische Anforderungen als Ritzel.
Was das Gießverfahren angeht, ist in der Regel das Bodenformverfahren geeignet und kann den normalen Bedarf decken.Für Zahnräder aus Gussstahl, wie zum Beispiel angetriebene Zahnräder, Zahnräder und Leiträder, ist ein Bodenformverfahren mit Quarzsand eine gute Wahl.Warum?Denn die meisten Teile des Getriebes müssen bearbeitet werden.Sie müssen also kein höheres Gießverfahren verwenden.Darüber hinaus ist für mittlere und große Stahlgussteile das Bodenformverfahren mit Quarzsand fast die einzige Option.
Bezüglich der Wärmebehandlung müssen natürlich alle Stahlgussteile standardisiert sein, um interne Drücke zu vermeiden.Einige Teile des Getriebegusses können geschweißt werden.Wenn die Gießerei Gussteile schweißt, muss die Schweißstelle geglüht werden.Wenn das Wälzfräsen extrem hart ist, können Sie es erneut glühen, um die Härte zu verringern und innere harte Stellen zu beseitigen.Nach der Bearbeitung und dem Wälzfräsen wird ein Zahnrad gehärtet bzw. gehärtet, um die Oberflächenhärte seiner Zähne zu verbessern.Bei Ritzeln können Sie eine Aufkohlung durchführen.Bei großen angetriebenen Zahnrädern können Sie eine Oberflächenhärtung durchführen.Ungehärtete Zahnräder haben eine kurze Lebensdauer von nur wenigen Wochen bis einigen Monaten.
Denn Getriebegussteile stellen höhere Anforderungen an Materialien, Fehler, Verarbeitung und Wärmebehandlung.Darüber hinaus sind die Aufträge für Getriebegussteile relativ gering.Dies hat zur Folge, dass viele Stahlgießereien mit der Produktion zurückhaltend sind.
Einige Zahnräder werden im Schmiedeverfahren hergestellt.Die innere Gewebedichte des Schmiedegetriebes ist besser und die Festigkeit höher.Für anspruchsvollere Arbeitsbedingungen können geschmiedete Zahnräder verwendet werden.Gusszahnräder haben eine geringe Festigkeit, werden jedoch häufig unter allgemeinen Betriebsbedingungen eingesetzt.Die Kosten für das Schmieden von Zahnrädern sind hoch, während die Kosten für das Gießen von Zahnrädern relativ niedrig sind.Der Käufer wählt entsprechend den Kosten und Einsatzbedingungen das geeignete Herstellungsverfahren aus.


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!